- Accueil
- Machines
- Gamme GlobalMAX
- Découpe jet d’eau abrasive : choix des abrasifs, gestion des lattes, matériaux martyrs et tubes mélangeurs pour une précision optimale

Découpe jet d’eau abrasive : choix des abrasifs, gestion des lattes, matériaux martyrs et tubes mélangeurs pour une précision optimale
La découpe par jet d’eau abrasive repose sur la maîtrise de plusieurs paramètres essentiels : qualité et type d’abrasif, entretien des lattes, usage de matériaux martyrs et gestion de l’usure du tube mélangeur.
Chacun joue un rôle direct sur la précision, la vitesse d’exécution, la qualité de coupe et les coûts de production.
Ce guide OMAX France rassemble les bonnes pratiques fondamentales pour optimiser durablement vos performances.
1. Choisir l’abrasif adapté à votre application
Les ateliers ont accès à de nombreux abrasifs : grenat, staurolite, olivine, verre concassé ou scories de cuivre.
Le grenat reste le plus populaire, car il offre un compromis idéal entre performance, coût et faible teneur en silice.
Selon les besoins, différentes qualités sont proposées, notamment les abrasifs alluviaux, HPA ou HPX, chacun disponible en diverses granulométries pour s’adapter aux géométries de coupe ou aux exigences de finition.
Un abrasif fin permettra d’obtenir une meilleure qualité de chant, mais peut accentuer la dépouille.
À l’inverse, un abrasif plus grossier assure une coupe plus agressive mais augmente l’usure du tube mélangeur et le risque de colmatage si celui-ci n’est pas dimensionné en conséquence.
La vérification régulière du débit d’abrasif reste un réflexe simple pour réduire les coûts et maintenir une qualité de coupe constante.
2. Lattes et matériaux martyrs : les fondations d’une coupe précise
Les lattes de la table de coupe influencent directement la stabilité du matériau. Elles s’usent souvent de manière inégale, car les opérateurs ont tendance à travailler toujours aux mêmes endroits sur leur machine de découpe jet d'eau, généralement proches du pupitre de commande.
Pour maintenir une précision optimale, il est conseillé de les retourner ou de les déplacer régulièrement, tout en inspectant leur état au moins une fois par mois. Remplacer une latte affaiblie est aussi l’occasion de vérifier le support associé.
Selon les matériaux, un martyr (ou matériau sacrificiel) devient indispensable.
Les matières minces, cassantes ou tubulaires bénéficient d’un soutien supplémentaire qui limite les vibrations, prévient l’effet de sablage et protège la surface supérieure.
Pour garantir un résultat optimal, ce martyr doit rester plus tendre que la matière à usiner afin que le jet le traverse sans déviation ni rebond.
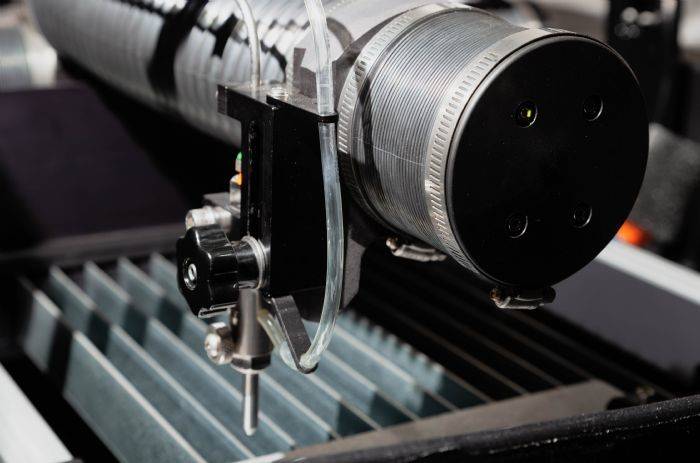
3. Tubes mélangeurs : assurer la précision sur la durée
Le tube mélangeur concentre et oriente le flux eau/abrasif. Avec l’usure, le jet prend une forme elliptique, entraînant un décalage progressif de la trajectoire et une perte de précision.
Faire pivoter régulièrement le tube d’un quart de tour permet d’assurer une usure homogène et de prolonger sa durée de vie.
Des tests de saignée réguliers permettent de détecter l’apparition d’écarts dimensionnels. Selon les résultats, avec le logiciel de CFAO IntelliMAX, il est possible d’ajuster le décalage outil pour retrouver une précision acceptable. Lorsque les tolérances ne peuvent plus être maintenues, il est temps de remplacer le tube.
Certains utilisateurs très exigeants préfèrent d’ailleurs le changer après seulement 50 à 80 heures d’utilisation.
FAQ – Bonnes pratiques en découpe jet d’eau abrasive
Quel abrasif est le plus polyvalent ?
Le grenat, grâce à son équilibre entre performance, coût et faible teneur en silice
Quand un matériau martyr est-il utile ?
Principalement lors de la découpe de matériaux fins, fragiles ou tubulaires, pour améliorer la stabilité et la qualité de surface
Comment prolonger la durée de vie du tube mélangeur ?
En le faisant pivoter régulièrement et en contrôlant fréquemment la qualité de coupe grâce aux tests de saignée
Contact OMAX France
Vous souhaitez optimiser vos pratiques de découpe jet d’eau abrasive ou obtenir un diagnostic personnalisé ?
? OMAX France – 05 40 24 62 01
Ou complétez notre formulaire en ligne pour être recontacté par un spécialiste.

MAXIEM 1530 X : précision et puissance pour la découpe jet d’eau industrielle

Axe rotatif OMAX : la découpe au jet d’eau 6 axes à la pointe de la technologie

Avantages du logiciel Intelli-MAX